|

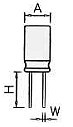 |
A |
本体直径 |
3 - 10 m/m |
| H |
脚长 |
3 - 20 m/m |
| W |
线径 |
0.35 - 2.0 m/m |
| 加工量 |
300PCS/Min |
LT-603型 全自动散装电容剪脚机
SPEC: POWER:110V/220V AC.60HZ/50HZ
SIZE:L1150×W700×H1050MM
WEIGHT:145KGS. CAPABILITV:300PCS /MINUTE
特性:
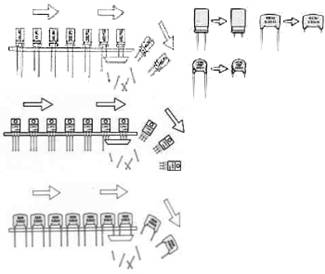
该设备为散装径向元件剪脚专用设备,切脚机组与振动送料组可分开或合并使用。可针对电解电容,发光二极管、电晶体和部分瓷片电容等零件实现自动送料作业,其他异型之径向元件亦可通过定制送料盘完成剪脚功能,加工速度最快可达300PCS/MIN,剪脚效果好。适合大量生产,为短脚作业的最佳辅助设备。该设备由剪脚机,振动送料盘和支撑台车三部分组成。
 
自动送料盘操作说明
一. 用途与性能特点: 自动送料盘是一种采用电磁振动作为动力,可控硅(SCR)元件作无级调速的震动式送料器,其操作可靠,送料速度快,噪音小,已越来越广泛的应用在现代电子工业生产中。 二. 技术参数: 电源 电压:220V/50HZ 功 率:300W 电磁铁气隙:0.5mm 额定 电流:1.2A 三. 操作方法: 1, 将调速器电源线插入插座,送料盘电源线插入调速器输出插座中,调速器速度旋至“30”,再打开调速器开头,缓缓地旋动调速器电位器,将送料盘送料速度调整至适当位置一般约为(70-80)。 2, 根据元件本体直径的大小,将送料轨道适当调整,使之送料顺畅即可自送料作业。 四. 注意事项: 送料盘为机电产品,其电气性能出厂时已作严格检查。电磁铁气隙不可随意调整,否则将影响电磁铁的性能。
A、LT-603 散装电容剪脚机之介绍
1、本机器专门针对立式电子零件剪脚设计,只要能站立的零件可使用,如各类电容、功率晶体、排阻、电晶体…。
2、切脚长短可随意调整,线径φ0.35-φ2.0mm皆是使用范围。
3、LT-603型有再扩充性,能达到全自动送料、剪脚;产能可达人工放料的十倍以上。
4、本机器成熟设计机构,轻巧耐用。操作简单,维修容易。
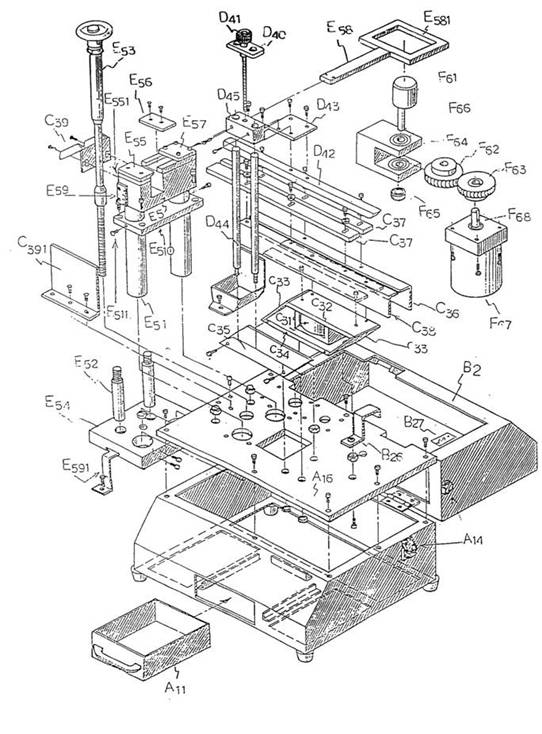
B、使用方法
1、核对正确与机械台机同的电压,再将电源线插上,开启B21电源B22切开开关“NO”。切刀开始返往做切脚动作。
2、B24振动开关启动时,C3振动送料机组即开始作业,再由B23VR振动调速器控制送料速度的快慢,以能应付入料即可,不必太快,送料太快容易造成切脚长短,或零件倾到…等问题产生。
C、调整及入料、切脚:
1、将零件C30用手由入口平行放於C36及C38轨道上,零件C30就会自动往前进,前进快慢由B23VR调整器控制。
2、C37铝合金护轨道是控制零件本体左右宽度,防止零件行走时左右摇动,可随不同大小的零件做调整,C37铝合金护轨道螺丝上有三个螺丝做调整及固定用。
3、C36右轨道可随线径粗细做调整,由C361护轨螺丝调整轨道开隙。
4、D4压料机构防止零件上下跳动,随着零件高低做调整,将D46的螺丝放松,转动D41压料调整杆,D42压料轨道即可上下移动,刚好将D42架於零件上,再将D46螺丝固定。
5、切脚长短之调整:
a、用六角板手将E511螺丝放松:
b、转动E53刀座调整杆,E5切刀座即可上下滑动;
c、查看E53刀座调整杆,E59标尺上有数字刻度所指出的数字,即是脚长的尺寸;
d、启动电源,让E56动刀往返动作,再转动B23VR调整器放入零件,即可开始切脚的工作;
e、当试切出第一个零件,必须测量脚长是否正确,核对如果正确即将E511螺丝固定。切脚调整即告完成;
f、※注意:当要转动E53及调动E5切刀座时一定要先将E511螺丝放松;
g、切脚完成的零件,会经由C39出料槽进入E390成品盒内集中收料;
h、E390成品盒由左方顺向推出即可拿出。
D、废料清理:
1、打开A14扣环,整组B2电料相即可往后翻开,所有机构就可清楚看见。
2、於切脚过程,线脚屑容易乱飞,每次使用完后须将可跳入箱内的线脚屑清理干净。
3、切断之脚屑会随着E5切刀座的斜口入A11废料盒内,如果有残存於斜口的滑道内,须用物品将屑脚清理,否则会影响倒掉。
E、保养与维护:
1、F62与F63的齿轮及F61偏心轴要加润滑油以做保养。
2、E58切也滑轴需用机油润滑。
3、E51及E52刀座轴必须用油布擦试以防生锈。
F、零件更换解说:
1、E55不动刀及E56动刀经长时间使用而变钝、不利、需将刀口研磨或整组换新。
2、切刀E55不动刀及动刀之更换:
a、打开A14扣环,整组B2电料箱往后翻开;
b、C361螺丝松料取下整相C36右轨道;
c、将E56动刀的螺丝松开,动刀E56即可取出或更换;
d、用L型六角板手松开C381螺丝,取下C38左轨道;
e、将E55不动刀上的螺丝松开,即可取出E55不动刀或更换。
3、安将E55不动刀及E55动刀:
a、将E55不动刀锁紧,再用手转动F63马达齿轮,用一零件做试切,如能顺利切断且无毛边,表示E55不动刀及E56动刀锋且密合度好;
b.如果有过大的毛边或拉料,即表示刀钝需研磨或更新;
c、如果是新刀在切断时有过头的毛边,即表示密合度不佳期,请用很薄的纸垫于E56动刀与E58切刀滑轴中间,再将E56动刀上的螺丝锁紧。※注意:E56及E56动刀只能相互接触到,不能有刀锋相互撞击。切记!
d、E55不动刀上的螺丝没锁紧,也会造成切刀密合不佳;
f、转动E53将E5刀座升高接近C38左轨道,在锁定C381螺丝时,需确定C38左轨道与E55不动刀刀锋能“平整”,再锁紧;
g、E55不动刀如果凸出C38轨道边缘,当零件到达切前会倾倒或缘卡到凸出的刀片而入料不顺;
h、E55不动刀如果缩入C38轨道边缘,会先将线脚打弯后再切完的零件线脚会有弯曲。
G、故障排除:
1、送料疑问解说: a、E5刀座调升与C38轨道接触时,轨道振动力会因接触到刀抵消,即无法送料。
2、排除方法:
a、请将刀座E5降低,振动送料立即恢复正常;
b、振动送料有突然加快及瞬间减慢的现象,或B23VR调速器无法做快慢调整;
c、原因:可能B27振动PC板电子零件;
d、排除方法:
(1)更换其中损坏之零件;
(2)整片PC板换新;
e、经过多年的使用,送料速度变得较慢;
f、排除方法:将C33振动弹片上方的两个螺丝放松,拉高0.5mm再将螺丝锁紧即可恢复快速送料; g、送料容易倾斜;
h、排除方法:B23VR调速器调慢,不宜太快,会振动零件。
3、切也故障解说:
a、E56不动刀突然停滞不动或速度慢;
b、排除方法:
(1)查看E56动刀与E57滑轴盖中间是否有卡到屑脚或掉落零件,将其清除之;
(2)查看F62及F63齿轮中间是否有残留屑脚;
(3)E58切刀滑轴太久没有加油而无法滑动,请加油以润滑之。
c、切断之零件要切得比一般来说3.0mm更短之处理;
d、排除方法:
(1)另外定够一片E55不动刀做低于3.0mm以下的专用刀;
(2)将原刀做更薄的研磨,及C38左轨道磨薄;
(3)E55不动刀及C38轨道要薄属于专业技术,需回厂处理,或订购备品换。
使用调节方法:
1、将要加工的元件,倒入螺旋盘中,随便挑一个元件作样。
2、根据元件本体大小,调节圆周上的三段圆弧片,此圆弧片接口依次重叠, ,可, 上, 升,下降,移出移进。
3、首先调节螺旋盘的竖立口,即第一段圆弧片的开口大小,应以一个元件放在上面不会掉落到盘外的情况下,开口越大越好。如果元件本体大且很高,就将圆弧片向外移出并降低,使之压着元件脚。反之则向内移抬高圆弧片。
4、分料口为第二、三段圆弧片,即螺旋盘的斜面段,此处可将躺着没竖起的元件分到下层一台阶上,后又送来重新竖立。此处两段弧片在元件能顺立走动的情况下开口应小,并降低固弧片高度,使其压着元件脚。
5、出料口包括护片,具体调节应依元件本体大小和线脚大小而定。
6、磁铁的高度应依所加工的元件大小而定,元件本体大而高,应升高,反之则降低。
7、气嘴吹的方向和大小应根据料走动的情况自由调节。
8、节流处有个拉板,松开螺丝可拉出推进。可根据元件本体大小来调节,一般是保证刚好过一个元件宽度为最佳。
9、振动送料速度调节应跟剪脚机速度搭配。一般剪脚机送料速度应稍慢一点,振动螺丝旋盘的速度稍快一点,使其元件一个挨一个地并排,整齐地送到剪脚机口,这样保证接口处不会翻倒。
全自动散装电容剪脚机,上海磊泰自动化设备有限公司 电话:021-50116630 传真:021-50116631 |
 沪公网安备31012002006118号
沪公网安备31012002006118号